Johan Löthman1, Anders Wallerö2, Ola Runnerstam1, 張懷征3
山特維克材料科技焊接產(chǎn)品事業(yè)部,瑞典1
山特維克材料科技研發(fā)部,瑞典2
山特維克材料科技,上海3
摘要
與奧氏體不銹鋼和鎳基材料相比,超級雙相不銹鋼(SDSS)具有一系列獨特特性,例如能有效抵御應力腐蝕開裂,具有更高的機械強度以及良好的耐氯化物腐蝕能力。此外,SDSS還具有良好的可焊接性、耐侵蝕腐蝕以及耐腐蝕疲勞等優(yōu)異特性。憑借卓越的耐蝕性,SDSS適合用于各類嚴苛的應用環(huán)境中,如氯化海水以及溫度低于300℃的酸性含氯介質。其典型的應用包括石油和天然氣、海水淡化及其他
海洋工程相關領域、脫硫裝置以及造紙和化工行業(yè)中需要含氯漂白環(huán)境的應用。
在本次研究中,Sandvik 25.10.4.L超級雙相鋼焊帶通過使用非合金焊劑進行電渣堆焊(ESW)獲得符合EQ 2594成分的堆焊層。結果顯示,堆焊層熔敷金屬的臨界點蝕溫度(CPT)為45℃,耐點蝕當量(PRE)值≥41,基本上不存在有害析出相。熔敷金屬的化學成分符合UNS S32750 (AWS A5.9)標準,鐵素體含量為50-60%(根據(jù)WRC-92標準)或者大約30%左右(根據(jù)ASTM E562標準)。力學性能方面,已通過側彎試驗。在零下46°C環(huán)境下沖擊強度為約125 J,抗拉強度達到830兆帕,延伸率在30%左右。
關鍵詞:SDSS,超級雙相鋼,表面堆焊,電渣焊ESW,耐蝕合金CRA, 臨界點蝕溫度CPT,中性焊劑,Sandvik 25.10.4.L,UNS 32750,EQ2594
簡介
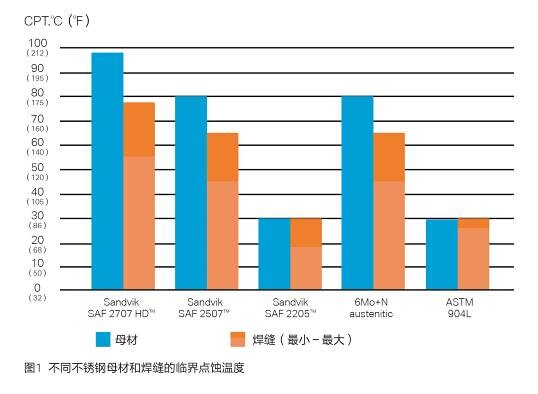
與奧氏體不銹鋼和鎳基材料相比,超級雙相不銹鋼(SDSS)具有一系列獨特特性,如能有效抵御應力腐蝕開裂,具有更高的機械強度,良好的耐氯化物腐蝕能力(參見圖1)。此外,SDSS還具有卓越的可焊接性、耐侵蝕腐蝕以及耐腐蝕疲勞等優(yōu)異特性。
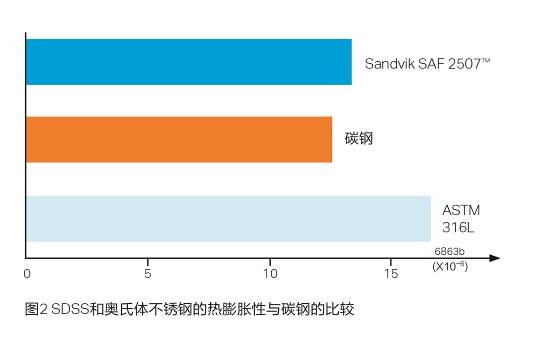
憑借出色的耐蝕性,SDSS適合用于各類嚴苛的環(huán)境中,如氯化海水以及溫度小于300℃的酸性含氯介質。在應用溫度小于300℃的腐蝕環(huán)境下,SDSS是替代鎳基材料的一種具有成本效益的解決方案。其卓越的耐腐蝕性、良好的可焊接性以及與碳鋼和低合金鋼接近的熱膨脹系數(shù)使SDSS尤其適用于耐腐蝕堆焊層(參見圖2)。
超級雙相鋼SDSS牌號目前僅有焊絲(ER2594)和焊條(E2594)兩種形式的產(chǎn)品。因此SDSS尚未能有效替代奧氏體不銹鋼和鎳基合金等擁有埋弧焊(SAW)或電渣焊(ESW)焊帶材料。目前EQ2594焊帶已推向市場。本次研究對用ESW方法獲得的EQ2594 堆焊層進行了熔敷金屬化學成分、鐵素體含量、PRE值、機械性能以及耐腐蝕性等方面的進行測量和分析。
實驗材料和方法
實驗使用一種或兩種焊帶,堆焊得到兩層或者三層熔敷金屬,從而評估母材未經(jīng)過或者經(jīng)過熱處理的情況下的焊接工藝(參見圖1)。
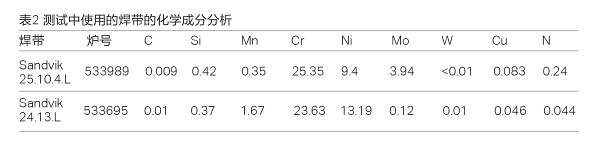
在此次研究中,ESW帶極堆焊在AISI A182級母材試板上進行,使用Sandvik 47S焊劑,這是一種用于ESW方法的燒結型中性焊劑。本研究中使用的焊帶詳見表2。
實驗結果和分析
堆焊層化學成分
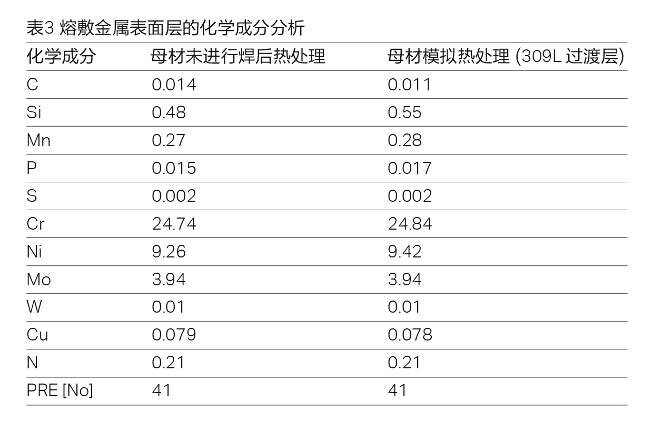
實驗顯示,在母材(未經(jīng)熱處理)上直接堆焊兩層EQ2594所得到的堆焊層表面的化學成分與先堆焊一層EQ309L過渡層再堆焊兩層EQ2594的表面化學成分幾乎完全一致。在這兩種情況下,PRE 值都達到了41(參見表3)。
鐵素體含量
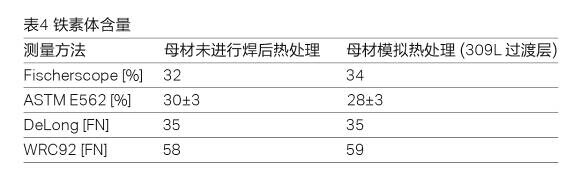
根據(jù)ASTM E562 標準測量堆焊層的鐵素體含量,并根據(jù)WRC-92標準計算。兩種堆焊層的測量和計算結果幾乎完全相同(參見表4)。
微觀組織
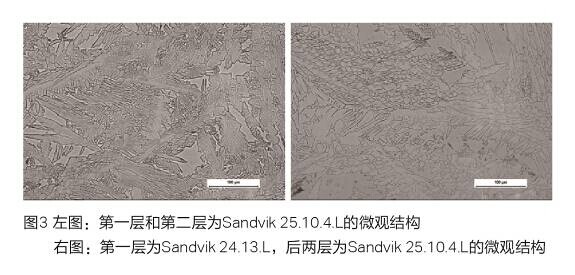
在對母材未經(jīng)熱處理和經(jīng)過熱處理(第一層使用過渡層309L)堆焊層的微觀結構進行分析后發(fā)現(xiàn),兩者均含有典型的雙相焊縫結構以及大約鐵素體含量30%左右的平衡的鐵素體-奧氏體比例(參見圖3)。微觀組織中基本不含二次析出相成分(二次奧氏體、σ相和氮化鉻),極低的孔隙率和極小的孔徑(直徑約為50微米)(詳見表5)。
腐蝕
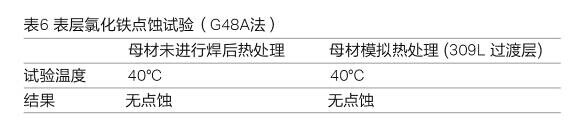
實驗中采用ASTM G48A和ASTM G48E兩種不同方法分析耐點蝕性能。根據(jù)NORSOK M-601標準,ASTM G48A方法應在40°C環(huán)境下進行,曝露時間最少為24小時(參見表6)。ASTM G48E方法中的臨界點蝕溫度(CPT)實驗在40°C、45°C及50°C三種不同的溫度下進行(參見表7)。
力學性能
通過對純熔敷金屬在室溫下進行拉伸實驗,從而研究材料的機械性能(參見表8)。
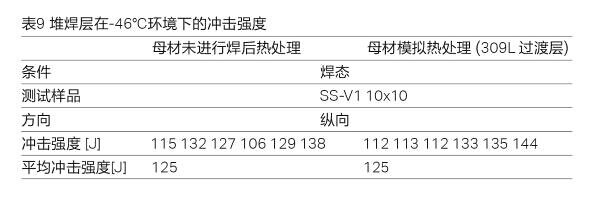
根據(jù)NORSOK M/601標準,對純熔敷金屬的上層、每組取6個樣本進行了沖擊強度測試,測試溫度為-46°C(參見表9)。
側彎試驗選取了3個試樣進行,所有試樣均通過了測試(參見表10)。
討論
對于超級雙相不銹鋼的焊接,一般不需要進行熱處理,但如果需要對母材(例如低合金鋼)進行焊后熱處理的話,在堆焊第一層奧氏體過渡層之后進行焊后熱處理。在本次研究中,過渡層采用了309L(Sandvik 24.13.L)材料。如無需對母材進行焊后熱處理,則僅需兩層EQ2594熔敷金屬就能獲得未稀釋的EQ2594堆焊層。
EQ2594的堆焊可使用ESW(電渣焊)工藝。采用Sandvik 25.10.4.L(EQ2594)焊帶和Sandvik 47S焊劑,可實現(xiàn)良好的焊接性和表面光滑度。兩層堆焊可以獲得未稀釋的EQ2594堆焊層的表面化學成分,以及鐵素體-奧氏體微觀組織,且基本上不含第二相。
鐵素體-奧氏體微觀組織的鐵素體含量約為30%(按ASTM E562標準測量)。根據(jù)WRC-92標準計算,鐵素體含量為50-60%,抗點蝕當量(PRE)約為41。較為平衡的鐵素體-奧氏體比例加上較高的PRE值表現(xiàn)出了卓越的耐腐蝕性。根據(jù)NORSOK M-601標準,能滿足40°C條件下ASTM G48 A試驗要求,并在ASTM G48 E標準下達到45°C極高的臨界點蝕溫度(CPT)。
由于很好的兩相平衡鐵素體-奧氏體,加之不存在第二相,使得焊縫的機械強度和延展性較高。一般可達到30%的延伸率,這對于超級雙相焊接金屬而言是相當高的,同時還能實現(xiàn)出色的拉伸強度(約830兆帕)和屈服強度(約670兆帕)。在沖擊強度測試中,表面熔敷金屬還展現(xiàn)出優(yōu)異的韌性,在-46°C下約為125 J。此外,所有樣品均通過側面彎曲測試。
經(jīng)實驗證明,使用Sandvik 25.10.4.L焊帶和Sandvik 47S焊劑進行ESW方法堆焊,可成功獲得EQ2594耐蝕合金(CRA)堆焊層。這種方式可提高CRA耐蝕合金堆焊的成本效益,適用于石油,天然氣,化工,海水相關應用、紙漿和造紙工業(yè)等氯漂白環(huán)境以及化學工業(yè)等較為嚴苛的應用領域。
結論
通過使用Sandvik 25.10.4.L焊帶和Sandvik 47S焊劑進行ESW方法堆焊,可獲得EQ2594耐蝕合金(CRA)堆焊層。
根據(jù)NORSOK M-601標準,能在40°C條件下符合ASTM G48 A試驗標準,并在ASTM G48 E標準下實現(xiàn)45°C的極高臨界點蝕溫度(CPT)。
鐵素體-奧氏體微觀結構的鐵素體含量約為30%(按ASTM E562標準測量)。根據(jù)WRC-92標準計算,鐵素體含量為50-60%,耐點蝕當量(PRE)約為41。
堆焊層具有較高的機械強度(抗拉強度達830兆帕,屈服強度670兆帕),并展現(xiàn)出良好的延伸性,延伸率約為30%,在-46°C環(huán)境下沖擊強度為約125 J,已通過側彎試驗。





 發(fā)布信息
發(fā)布信息
